
【使用事例】スーパーエイトフィニッシャーによる歯科技工向けアクリルレジン樹脂の研磨
今回は「バレル研磨機 小型スーパーエイトフィニッシャー」を使って、歯科技工用におけるアクリルレジン(義歯)の研磨処理を行ってみました。
傷取りからある程度の光沢仕上げまでの一連の流れを、一つの事例としてご紹介させて頂きます。
バレル研磨は手研磨と比べて大きな研削力はありませんので、例えば、形状を変えたり、深い傷や段差を取ったりといった用途には不向きです。
このため、一部の研磨工程は手研磨で行っていきます。
全ての研磨工程の中で「どこまでバレル研磨を活用していくか?」について、ある程度の『割り切った考え方』というか。『見極め』が必要だと考えます。
研磨条件
加工ワーク:アクリルレジン
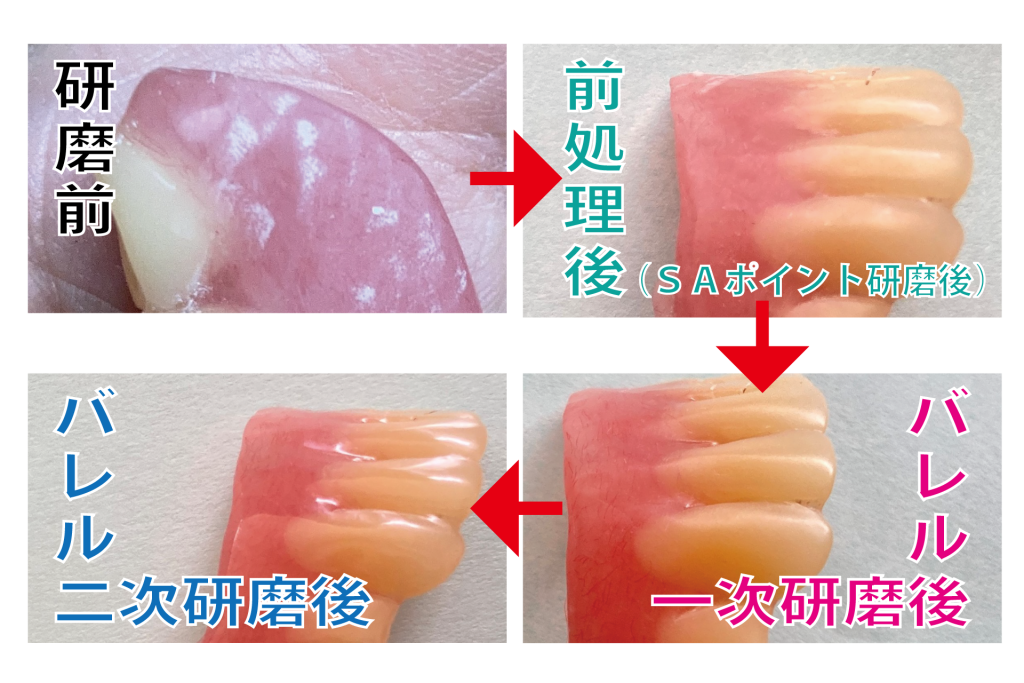
【Step.1】前処理研磨:ハンドピースグラインダーによる手研磨
①使用ツール(研磨ポイント):SAポイント
【Step.2】バレル一次研磨
①加工用途 :傷取り処理
②加工時間 :60分
③回転数 :160RPM
④使用メディア:APL-6
⑤使用コンパウンド:AC-D eco
【Step.3】バレル二次研磨
①加工用途 :微細研磨・光沢仕上げ
②加工時間 :60分
③回転数 :180RPM
④使用メディア:AUP-10
⑤使用コンパウンド:AC-D eco
- 使用したツール(研磨ポイント)、バレルメディア、バレルコンパウンドは全て「歯科技工向け商品」であり、一般向けには販売致しておりません。
- 今回行った研磨工程はあくまで一つの事例であり、その研磨効果を保証するものではございません。このため、本動画を参考情報として、実際の原料や表面状態に応じて研磨工程をご自身で構築いただければと思います。
研磨結果・仕上がり状態検証
1.見た目(写真)による評価
今回はバレル研磨を2工程行い、表面状態の改善と同時にある程度の光沢仕上げまで行うことができました。写真で比較しても、研磨前と比べて表面状態が良くなり光沢度が増しているのは明らかです。
2.面粗度計による測定値比較
表面状態を数値的に見ることで、どれだけ表面が綺麗で、滑らかが明確になります。
数値が小さいほど傷の数や深さが少なく、表面が綺麗で滑らかな面であることを意味します。バレル研磨を2工程行うことで、平均粗さで5分の1程度、最大の凹凸の大きさで3分の1程度改善できていることが証明できました。

今回は歯科技工用途に限定した事例となりましたが、樹脂加工でバレル研磨をお考えのかたにもヒントになれば嬉しいです。
バレル研磨は熟練の技術や知識も不要で、予め条件出しができていれば誰でも簡単に自動で表面研磨を行うことができます。時間短縮、省人化、品質向上等 使い方によってさまざまなメリットを得ることできます。
他の事例もこれからどんどん紹介していきたいと思います。